




- 1
- 2
- 3
- 4
产品分类 products cate
24小时服务热线,欢迎联系!
常见问题 question
弯头工厂,弯头厂家
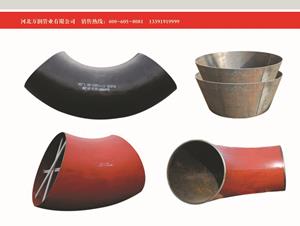
产品概述
们是生产弯头的工厂,我们是厂家。是弯头工厂,也就是说的原始的厂家。0317-6827777这是工厂的电话生产的产品有短半径、长半径弯头。我们的执行的标准,常见的就是GB/T12459-2017这是一个无缝弯头的工艺,也有对焊的弯头的一个工艺。还有就是GB/T13401的弯头的标准。有钢板压片子进行的一个工艺。
详细介绍

我们是生产弯头的工厂,我们是厂家。是弯头工厂,也就是说的原始的厂家。是生产的一个源头,这里除了自己不生产钢管,钢板之外,弯头的下料,加工,推制,标识,喷漆,包装出货等全是在这里完成的。生产的产品有短半径、长半径弯头。包括各类的角度的产品,全是可以生产的。我们的执行的标准,常见的就是GB/T12459-2017这是一个无缝弯头的工艺,也有对焊的弯头的一个工艺。还有就是GB/T13401的弯头的标准。有钢板压片子进行的一个工艺。这也是个头比较大的弯头的一个生产的方式。另外的一个建筑标准就是S02403,这里面的弯头全是钢板来加工的。船用标准就是GB10752这个标准的。是用于造船行业的一个规范。不象其它的船用标准一样,用CB来表示,而是国标的一个表示方式。其实不管什么样的弯头产品,有标准,有图册。甚至于非标的一行的产品我们也都可以生产出来的。弯头产品无非是20多少?然后它所采用的产品是用的什么样的原材料?甚至于客户有一些现场使用的要求,比如说像产品上面带有把手之类的。包括说这个产品连保温诸如此类的一些工艺,我们也可以在工厂里边完成的,毕竟说弯头工厂就是工厂。他有些事在厂子里边儿真确实是非常的方便操作的。

电力行业的弯头规范里面的内容更多,有带有加长段的,也有不带加长段的。电力弯头也是弯头厂家的常生产的产品。并且电力弯头的序号,还有说编码是有一定的辨识度的。比如说E13.73A21SO这样的一个弯头,就是在管典上表示的压力是13.73MPA.适用的温度是545度。材质就是10crmo910的一个材质。类别就是属于热压弯头的一个类别,用途是主汽。 这是在规范里面注明的东西。
材质有碳钢产品,也有不锈钢的产品。还有一些耐高温的合金的材质。其实不管说是这三大类的材质,生产的方式是一样的。
电力行业里边把热压弯头产品分成了两种类型,1种是带直管段的,第2种是不带直管段的。他这里边还有下面的一句话,在工程里边让建议使用就是人家这个标准上建议你使用这种带直管段的热压弯头产品,并且我说的这是2000年的一个设计观点,像第4项里边说的是外径管,系列弯道仍然维持1987年的那个设计不变,尺寸从800开始的。弯管这里边的主要技术是按照dlt515-93。
那涉及到咱们生产的这个热压弯头,则是技术条件,就是按DL T695-1999这样的一个标准规范来执行的。
那涉及到咱们生产的这个热压弯头,则是技术条件,就是按DL T695-1999这样的一个标准规范来执行的。
原来很早的时候,就是用煤火炉子烧红了弯头的原材料,也就是钢管再用机械将其夹出来之后,放在压力机上用压力机向下压制,直到整根的管子全部的陷入到了模具之中,这个过程就完成了。再将其放到地上进行冷却。其实,这样基本上就形成了一个半成品的规模了。一半的成品,再进行其它的一些坡口的加工的工作。这个时期的产品是里外全是氧化的皮子的。很难看,不过当时工艺就是这样的,全这样。直到迎来了技术的设备的一次更新换代。就是把这样的一个时代给淘汰掉了。接下来的就是推制工艺的产生了。这是一种用细管子经过中频加热的一机设备,在加热的同时让细管子慢慢经过变成制定的粗细的一个口径。这样的设备的一个核心的设备叫做信头子。这是我们弯头工厂的一种叫法,相当的贴地气。再说这个弯头的工艺,其实就是比较细的管子,先套入比它还细的信头子的尾部,这个信头子就是被加热,后面用机械推着这个原材料向前走,这个时候信头子是逐渐的变粗。原材料也随之变粗了。越到头越粗,并且有一定的弯度的。就是这样的一个渐行渐粗的加工的工艺。它的这个工艺让整个的弯头产品变得内壁很光滑,外面也很细腻,没有氧化皮子,也没有很粗糙的那种状态。介绍完了弯头的生产过程。不管是15的小型小个的弯头,还有说3米或者4米的大型弯头,无缝管做的,有缝钢管做的,还有用中板来拼接的工艺,或者是钢板压的片子的弯头,也是得心应手。厚度有薄也有厚,角度有大也有小。90°,45°,180°等角度常规的全是有的。还有的就是其它的一些角度,比如说78.2°,还有的165.3度等。1D还有1.5D产品是现货的产品。包括说一些1D弯头的45度,加工起来也是很顺手。并且和一些加工定做的东西,就来说象弯头上在焊制上法兰的产品,也是做的不少。这样的活儿,是厂家喜欢做的,这是因为,不但销售了一个弯头,还销售一个或者两个法兰,并且说这个焊制的过程也是要有费用发生的。工厂就是工厂,非常方便的和用户沟通和交流的。没有中间的一些环节,这是很有匹配感的,并且说我们的经验丰富。用户有些不太正确的地方,我们全是可以指出来的。http://www.wrgj.com
上一页:无
下一页:无
相关产品 products
